數(shù)控車床廠家電話
15653996966
數(shù)控車床廠家電話
15653996966
作者:金星機(jī)床發(fā)布時(shí)間:2017-03-20 09:13:52
第一部分:刀具材料
近代機(jī)制生產(chǎn)能力不斷的大幅提高,尤其在大量生產(chǎn)的工作要求下,從事于大量且高速的切削工作。為發(fā)揮高性能工作母機(jī)應(yīng)有之生產(chǎn)工作效能,則切削刀具尤須密切的配合。為了發(fā)揮刀具之切削能力,故刀具材料需有顯著之進(jìn)展與改良,目前使用之各種刀具材料均有其特性以適應(yīng)各種不同加工的要求。一般刀具材料必須具備的性能為生產(chǎn)制造費(fèi)用須最低、具有高溫之抵抗軟化的能力、低的摩擦系數(shù)、較高的抵抗磨耗性質(zhì),導(dǎo)熱性良好、充分的韌性以及耐沖擊性等等,一般使用的刀具材料有下列幾種:高速鋼、燒結(jié)式碳化物 Carbides 、瓷金工具Cermets 、陶瓷刀具Ceramics、CBN刀具

▌高速鋼High-Speed Steel
1900年發(fā)展成功之切削刀具材料為切削工具鋼之一種,含有鎢、鉻、鉬、釩、鈷等合金元素。因含有較多的合金元素故有相當(dāng)高的硬度,經(jīng)熱處理后其硬度可高達(dá)HRc 68。做為切削工具在高速切削時(shí)其刀鋒即使被加熱至500~600℃也不會(huì)產(chǎn)生回火軟化,仍能保持其硬度之性質(zhì),而且在高溫時(shí)硬度降低極微,是刀具材料所具備的重要性質(zhì)之一,故能耐高溫及重切削。一般常用者有鎢W系高速鋼以及鉬Mo系高速鋼:
1、鎢W系高速鋼-系為鋼基中含有18%鎢、4 %鉻以及 1%釩,為一般之多用途刀具材料。
2、鉬Mo系高速鋼-此為W系高速鋼中W之含量降至6 %后,再加入4.5~7 %鉬的合金鋼,具有良好之韌性及耐沖擊性。適合于制造強(qiáng)力之切削、耐磨刀具,如銑刀、螺絲攻等。
▌燒結(jié)式硬質(zhì)合金
鋼的麻田散鐵Martensite組織中如果分布著有特殊碳化物的話,其比單是麻田散鐵組織的鋼更具有磨耗性,但是麻田散鐵在高溫時(shí)會(huì)失去其硬度,要改良此缺點(diǎn)的方法為使碳化物的量增加。可能的話,能做成全部都是碳化物的工具最好。但是一般碳化物的熔點(diǎn)很高,無(wú)法以熔解法來(lái)制造。所以必須利用燒結(jié)法(sintering)來(lái)固著碳化物,利用燒結(jié)方式產(chǎn)生的工具材料中有:碳化物超硬合金(Carbides)、瓷金工具(Cermet Tools)、陶瓷工具(Ceramic Tools)、多晶鉆石刀具( CBN )
▌碳化物超硬合金Sintered Hard Carbides
以碳化鎢WC、碳化鈦TiC、碳化鉭TaC 等粉末以適當(dāng)比例之鈷Co金屬粉末,壓成適當(dāng)形狀之壓塊,經(jīng)過(guò)半燒結(jié)后以增加其強(qiáng)度,然后修整成正確之形狀之尺寸,然后以鈷粉為粘結(jié)劑再于1500 ℃燒結(jié)完成。燒結(jié)后硬度大增,約為HRa 90~92。碳化物超硬合金比高速鋼具有更高的高溫硬度,溫度即使于1200 ℃也不會(huì)損害其刀刃之性質(zhì),而且抗壓強(qiáng)度大、耐磨耗性佳,其切削效率約為高速鋼之三倍。故此合金被廣泛使用于鋼的切削用途上,一般碳化物材料之使用上可分為下類幾種:
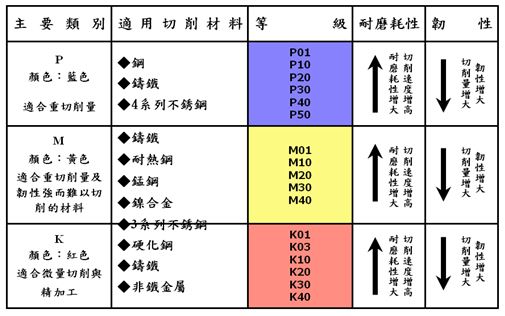
1、K級(jí)碳化物—碳化鎢加鈷粉制造而成,密度大、耐磨耗高、又稱為普通碳化物。但是因?yàn)槠漤g性低,不宜用于切削性不良之材料,適用于切削鑄鐵、非鐵金屬以及硬化鋼。
2、P級(jí)碳化物—碳化鎢加碳化鈦及鈷粉制成,密度較小、耐磨耗,又稱為鈦碳化物,適用于一般材料、鋼材之切削。
3、M級(jí)碳化物——碳化鉭及鈷粉制造而成,密度與K級(jí)相同。其性質(zhì)介于P、K級(jí)碳化物之間,具有相當(dāng)之強(qiáng)度及韌性,又稱為鉭碳化物。適用于切削不銹鋼、合金鋼、延性鑄鋼等抗拉強(qiáng)度大而難以切削的材料。
4、ISO分類-碳化物系列
▌瓷金工具Cermet Tools
碳化硅TiC具有良好的高溫硬度、高溫耐氧化性、耐凹蝕性Crater,所以開(kāi)發(fā)出TiC與Ni的燒結(jié)合金,稱之為瓷金工具。為介于碳化物合金與陶瓷工具之間的工具材料。
材質(zhì)種類:TiC(Titan Carbide)碳化鈦(最常使用)、TiCN(Titan Carbonitrit)氮碳化鈦、TiN(Titan Nitrit)氮化鈦、WC(Wolfram Carbide)碳化鎢
金屬結(jié)合劑: Ni / Co(Nickel / Cobalt)鎳/鈷。
瓷金工具的優(yōu) 點(diǎn):特點(diǎn):適合切削高硬度的超硬合金或是用來(lái)作鋼及鑄鐵材料的精加工。
▌陶瓷工具Ceramic Tools
陶瓷工具可分為兩種基本類型: A型& B型
A型:以氧化鋁(Al 2O3 ) 為主,A1即純的氧化鋁;A2即添加20﹪~ 40﹪的碳化鈦(TiC)和氮化鈦(TiN)來(lái)加以混和;A3即增加碳化硅晶體的含量,A型以氧化鋁(Al 2O3)為主體,而類似于陶瓷器的材料。通常是在純度為99.5%以上的Al 2O3中加入微量的MgO、CaO、Na2O、K2O、SiO2等而在1600℃以上加以燒結(jié)制成。與前述瓷金工具不同的是燒結(jié)時(shí)不使用結(jié)合劑。MgO、SiO2的添加物是為了保持Al 2O3粒子的細(xì)微,而且使密度增加。在高溫時(shí)具有極大的硬度及強(qiáng)度,此為其特征。所以可比WC系超硬合金在更高的速度進(jìn)行切削,而且在切削時(shí)可以不需要使用切削劑。但是因?yàn)樘沾晒ぞ弑萕C系合金更脆而缺乏耐沖擊性,所以僅做為最后精加工或半最后加工用的切削工具。
B型以氮化硅(Si3N4 )為主體,氮化物系陶瓷中之氮化硅(Si3N4 )因其熱沖擊抵抗大,機(jī)械強(qiáng)度可維持到高溫,另外亦有優(yōu)良的耐氧化性及耐蝕性所以適合高溫機(jī)械零件與切削工具等。近年來(lái)已成為最重要的機(jī)械零件用新陶瓷。
陶瓷刀具的選用
陶瓷刀具又稱為氧化刀具,硬度極高,可達(dá)到HRa 94。陶瓷的耐熱性可達(dá)到1200℃,有極高之抗壓強(qiáng)度,不過(guò)脆性太大所以強(qiáng)度不高,因此切削量不能太大,故適合最后精加工或半最后加工用之切削工具或是其他高度耐磨之非金屬。
▌多晶鉆石刀具 CBN
在以氮化物做為切削刀具中,除了氮化硅Si3N4以外,尚有氮化硼B(yǎng)N與氮化鋁AlN〈皆為燒結(jié)體〉,其性質(zhì)皆為硬度極高、抗熱性佳。尤其是以BN為立方晶結(jié)構(gòu)的立方晶氮化硼CBN具代表性。立方晶結(jié)構(gòu)的氮化硼使它成為僅次于鉆石(Diamond)之后最硬的材料。用此類材料所作成的切削工具,其承受溫度可達(dá)到2000℃,但是與陶瓷刀具一樣,因?yàn)榇嘈蕴笏詮?qiáng)度不高,因此切削量不能太大,故只適合最后精加工用之切削工具或適用于超過(guò)50HRC的硬化合金鋼與鑄鐵之精加工或是其他高度耐磨之工件材料。使用CBN做為切削刀具時(shí),其切削速度為500~1000m/min,在普通工具機(jī)之速度下是不足以產(chǎn)生足夠之切削速度來(lái)配合。
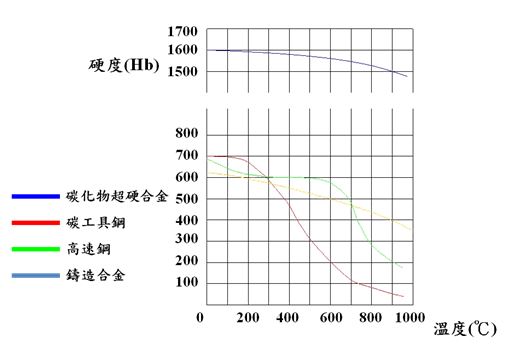
第二部分:各種工具材料的高溫硬度
第三部分:刀具鍍層
由于工程材料不斷持續(xù)的發(fā)展,在1960年之后,陸續(xù)開(kāi)發(fā)出新一代的合金材料。這些新材料不僅有高強(qiáng)度,而且具有高磨損性甚至有極高的化學(xué)性質(zhì),在切削時(shí)會(huì)與切削刀具產(chǎn)生化學(xué)作用造成侵蝕現(xiàn)象。除此之外,在時(shí)間及成本降低的要求下,高速切削正逐漸被人們廣泛的接受。因此以往的刀具材料已不敷人們的需求。在因應(yīng)如此嚴(yán)格的需求下,發(fā)展出刀具材料再加上鍍層保護(hù)。具有鍍層保護(hù)的刀具其壽命將近是一般沒(méi)有鍍層刀具的10倍,常見(jiàn)的刀具鍍層有下列幾種:uncoated 未鍍層、TiN 氮化鈦、TiCN 氮碳化鈦 TiAlN 氮鋁鈦、Al2O3 氧化鋁
▌刀具材料及刀具鍍層與加工時(shí)間
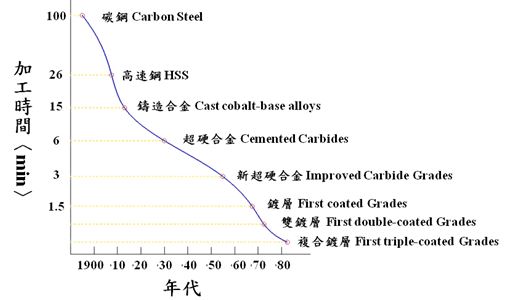
上圖表顯示出自1900年后至今,由于刀具技術(shù)的發(fā)展使得切削時(shí)間縮短了100倍。而在1960年之后,因?yàn)殄儗拥毒叩某霈F(xiàn),縮短了4倍的加工時(shí)間。
一般刀具的鍍層厚度在5~10 μm,鍍層應(yīng)有以下的特點(diǎn)以符合需求:
a、在溫度不斷的提升下,仍能保持相當(dāng)?shù)挠捕取?/span>
b、穩(wěn)定的化學(xué)性質(zhì)并且不會(huì)與工件的材料發(fā)生作用。
c、熱傳導(dǎo)性低。
d、與刀具材質(zhì)的結(jié)合性良好、不會(huì)發(fā)生剝落或裂開(kāi)。
e、多孔性低,最好不會(huì)產(chǎn)生孔洞。
鍍層的好處可以強(qiáng)化刀具材料的硬度、韌性以及熱傳導(dǎo)性。具有鍍層保護(hù)的刀具其壽命將近是一般沒(méi)有鍍層刀具的10倍。而無(wú)鍍層的刀具,可以用于一般的切削速度,或于老舊機(jī)臺(tái)使用較低的速度,亦可重新研磨或修改再使用。
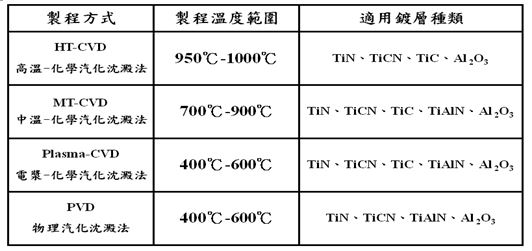
▌鍍層技術(shù)
鍍層的產(chǎn)生為使用汽化沉淀法制作,通常所使用的有兩種方法-化學(xué)汽化沈淀法CVD以及物理汽化沈淀法PVD。汽化沉淀法可有效的控制其成分組成、厚度以及多孔性。
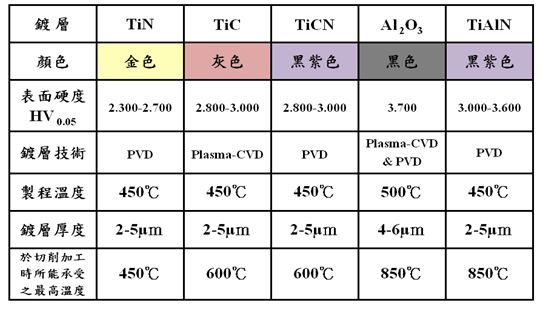
▌鍍層特色
▌氮-鋁-鈦(TiAlN)鍍層的優(yōu)點(diǎn)
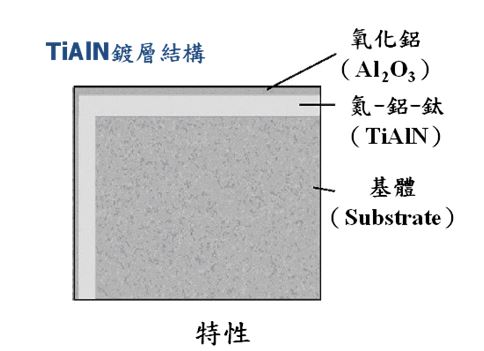
為在基體上度上一層氮-鋁-鈦的鍍層。使用這樣的材料當(dāng)作切削工具時(shí),由于溫度升高,鍍層中的鋁會(huì)被釋放出來(lái)并且與氧結(jié)合產(chǎn)生氧化鋁(Al 2O3)而披覆在切削工具外面形成一層薄膜。由于氧化鋁本身不易氧化,所以不易銹蝕,形成薄膜披覆在切削工具上時(shí)可防止受到侵蝕;而且在高溫時(shí)氧化鋁具有更佳的強(qiáng)度以及硬度,如同陶瓷工具一樣可在更高的速度切削。
相關(guān)搜索: 數(shù)控機(jī)床 CNC 數(shù)控車床
數(shù)控機(jī)床
自動(dòng)化加工單元
普通機(jī)床

 魯公網(wǎng)安備 37131102371344號(hào)
魯公網(wǎng)安備 37131102371344號(hào)




