數(shù)控車床廠家電話
15653996966
數(shù)控車床廠家電話
15653996966
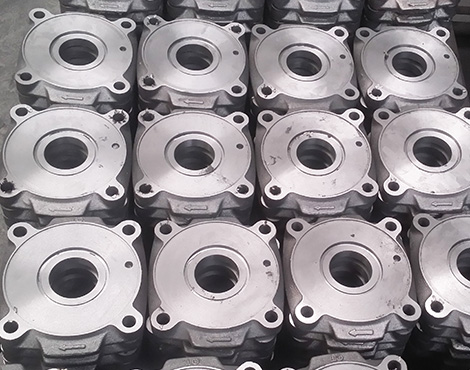
本工件水表蓋材料為灰鑄鐵,加工端面,內(nèi)孔及四個角的通孔。
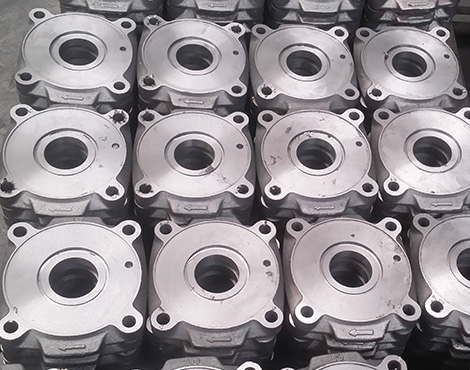
原工序
1、車床上面加工端面
2、 掉頭裝夾
3、 加工另一端面
4、 在多孔鉆加工4通孔
5、 在臺鉆加工一個面4個螺紋孔
6、 在臺鉆加工另一個面的4個螺紋孔
7、 在臺鉆加工沉孔
采用本公司制造的水表蓋加工專用機(jī)床,現(xiàn)工序:
1、 裝夾,車端面及鏜內(nèi)孔,動力頭加工四個通孔,動力頭加工端面螺紋孔
2、 掉頭裝夾,車端面及鏜內(nèi)孔,動力頭加工沉孔,動力頭加工端面螺紋孔
原本需要7次裝夾的工件只需要2次裝夾就可以加工完成,大大提高了效率,減輕了員工的勞動強(qiáng)度。

CX3070車銑復(fù)合專用機(jī)床

 魯公網(wǎng)安備 37131102371344號
魯公網(wǎng)安備 37131102371344號
